Designation. A laser sensor is designed for automatic balancing of assembly errors in the banks for welding via contact-free tracking of a joint center in a process of robotic arc welding. An entry-level configuration of the sensor allows identifying the joints without groove preparation with gap, with V-groove and lap joints. A list of identified types of joints canae expanded on Customer demand.
The sensor is imbedded in the end element of welding robot and integrated in its control system.
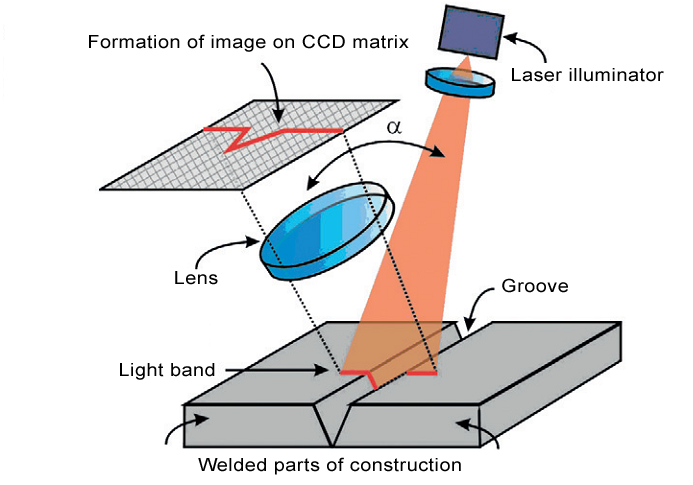
The laser sensor consists of three main elements, namely digital camera, linear laser emitter and microprocessor controller.
Structure and operation concept. A basis of sensor operation is the method of laser triangulation. The laser emitter projects a narrow laser band, which forms a light trace repeating surface relief of the object. The video camera, installed at some triangulation angle to the laser emitter, registers images of the light trace and sends them for further processing in the microprocessor controller. The results of video signal processing determine the geometry parameters of the joint and relative position of its center in a crosswise direction and on vertical line. Received data are transferred to a welding robot control system and used for automatic adjustment of a trajectory of welding tool movement and/or welding technological parameters. External interfaces are RS-422/485, Ethernet, Profibus DP, discrete and analogue inputs/outputs on Customer demand.


The sensor has on-line function and can identify a line of butt joint at a background of external optical interferences from welding arc. Galvanic insulation of all power and signal circuits is realized. It is possible to adjust a working area depending on tracking object dimensions. Parameterization and setting of the sensor is performed using an external monitor with resistive sensor screen.