Лазерный сенсор предназначен для автоматической компенсации погрешностей сборки заготовок под сварку путем бесконтактного отслеживания центра стыка в процессе роботизированной дуговой сварки. В базовой конфигурации сенсор способен распознавать стыки без разделки кромок с зазором, с v-образной разделкой кромок и нахлестанные соединения. Возможно расширение перечня распознаваемых типов стыков по требованию Заказчика.
Сенсор устанавливается на последнее звено сварочного робота и интегрируется в его систему управления.
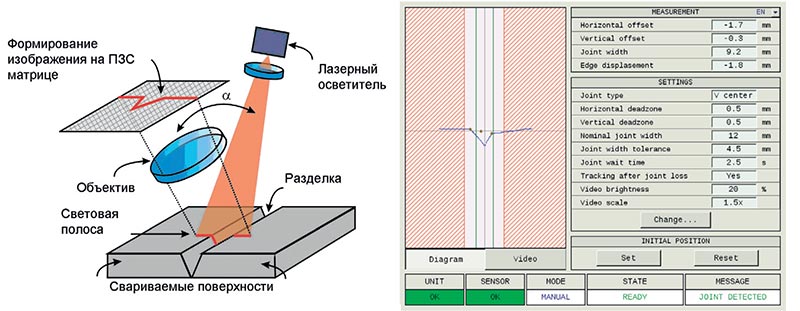
В состав лазерного сенсора входят три основных элемента: цифровая видеокамера, линейный лазерный излучатель и микропроцессорный контроллер.
Преимущества. Принцип работы сенсора основан на методе лазерной триангуляции. Лазерный излучатель проецирует узкую полосу лазерного излучения, которая формирует на объекте световой след, повторяющий рельеф его поверхности. Видеокамера, установленная под некоторым триангуляционным углом к лазерному излучателю, регистрирует изображения светового следа и отсылает их для дальнейшей обработки микропроцессорному контроллеру. В результате обработки видеосигнала определяются геометрические параметры стыка и относительное положение его центра в поперечном направлении и по вертикали. Получаемые данные передаются в систему управления сварочного робота и применяются для автоматической коррекции траектории движения сварочного инструмента и/или технологических параметров сварки. Внешние интерфейсы — RS-422/485, Ethernet, Profibus DP, дискретные и аналоговые входы/выходы по требованию Заказчика.


Сенсор функционирует в масштабе реального времени и способен распознавать линию стыкового соединения на фоне внешних оптических помех от сварочной дуги. Реализована гальваническая изоляция всех силовых и сигнальных цепей. Возможна подстройка рабочей области в зависимости от габаритов объекта слежения. Параметризация и настройка сенсора осуществляется с помощью внешнего монитора с резистивным сенсорным экраном